
Katere nove zahteve vse bolj zrel postopek brez svinca postavlja pečici za reflow?
Analiziramo z naslednjih vidikov:
l Kako doseči manjšo bočno temperaturno razliko
Ker je okno postopka spajkanja brez svinca majhno, je nadzor bočne temperaturne razlike zelo pomemben.Na temperaturo pri reflow spajkanju na splošno vplivajo štirje dejavniki:
(1) Prenos vročega zraka
Trenutne glavne brezsvinčne pečice za ponovno pretakanje uporabljajo 100-odstotno polno ogrevanje vročega zraka.V razvoju reflow peči so se pojavile tudi infrardeče metode ogrevanja.Vendar sta zaradi infrardečega segrevanja infrardeča absorpcija in odbojnost različnih barvnih naprav različni, učinek sence pa povzroči blokiranje sosednjih originalnih naprav.Obe situaciji bosta povzročili temperaturne razlike.Pri spajkanju brez svinca obstaja tveganje, da skoči iz procesnega okna, zato je bila tehnologija infrardečega ogrevanja postopoma odpravljena pri načinu ogrevanja pečice za reflow.Pri spajkanju brez svinca je treba poudariti učinek prenosa toplote.Zlasti pri originalni napravi z veliko toplotno kapaciteto, če ni mogoče doseči zadostnega prenosa toplote, bo hitrost segrevanja očitno zaostajala za napravo z majhno toplotno kapaciteto, kar bo povzročilo bočno temperaturno razliko.Oglejmo si dva načina prenosa vročega zraka na sliki 2 in sliki 3.
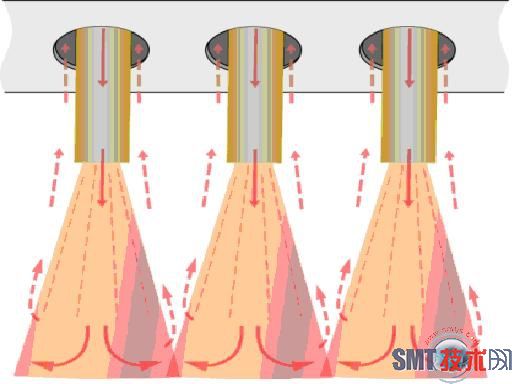
Slika 2 Metoda prenosa vročega zraka 1
Slika 2 Metoda prenosa vročega zraka 1
Vroč zrak na sliki 2 piha iz lukenj grelne plošče, tok vročega zraka pa nima jasne smeri, kar je precej neurejeno, zato učinek prenosa toplote ni dober.
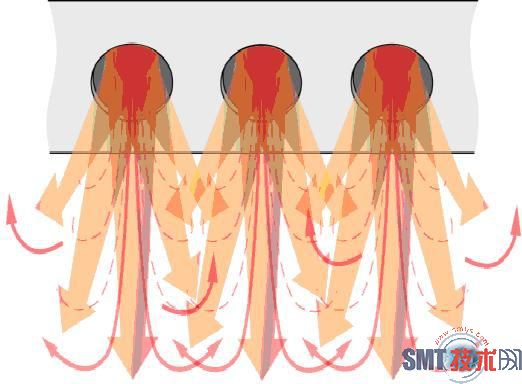
Zasnova na sliki 3 je opremljena z usmerjenimi večtočkovnimi šobami vročega zraka, tako da je tok vročega zraka koncentriran in jasno usmerjen.Učinek prenosa toplote pri takšnem toplozračnem ogrevanju se poveča za približno 15%, povečanje učinka prenosa toplote pa bo imelo večjo vlogo pri zmanjševanju bočne temperaturne razlike naprav z veliko in majhno toplotno kapaciteto.
Zasnova na sliki 3 lahko tudi zmanjša motnje bočnega vetra pri varjenju vezja, ker je tok vročega zraka jasno usmerjen.Zmanjšanje bočnega vetra lahko ne le prepreči odpihovanje majhnih komponent, kot je 0201 na tiskanem vezju, ampak tudi zmanjša medsebojne motnje med različnimi temperaturnimi območji.
(1) Nadzor hitrosti verige
Nadzor hitrosti verige bo vplival na stransko temperaturno razliko vezja.Na splošno bo zmanjšanje hitrosti verige omogočilo daljši čas ogrevanja za naprave z veliko toplotno kapaciteto, s čimer se bo zmanjšala bočna temperaturna razlika.Toda navsezadnje je nastavitev temperaturne krivulje peči odvisna od zahtev spajkalne paste, zato je neomejeno zmanjšanje hitrosti verige v dejanski proizvodnji nerealno.
(2) Nadzor hitrosti vetra in glasnosti
Izvedli smo tak poskus, pri čemer smo ohranili druge pogoje v peči za ponovno pretakanje nespremenjene in zmanjšali samo hitrost ventilatorja v peči za pretakanje za 30 %, temperatura na vezju pa bo padla za približno 10 stopinj.Vidimo lahko, da je nadzor hitrosti vetra in količine zraka pomemben za nadzor temperature peči.
Čas objave: 11. avgusta 2020